设备存在问题:
⒈此拉床用于拉下削康明斯发动机连杆盖与杆的结合平面,经多次调试,加工出的零件达不到设计要求,主要原因如下。
⑴零件夹紧力多次变化 连杆夹具体为四方形,在对称于180°两侧面上设两组(Ⅰ组和Ⅱ组)夹具,夹具体装在回转工作台上,工作台由齿轮齿条液压缸控制转位,工作台转90°为拉刀溜板箱后退工位,再转90°为拉削工位。每一组夹具可安装连杆三套(三个盖与三个杆),由液压缸同时夹紧与松开,两组夹具轮换进入拉削工位,液压系统如图所示,连杆被夹紧以后,要进行工作台转位、定位及锁紧与压紧等液压动作。第Ⅰ组夹具
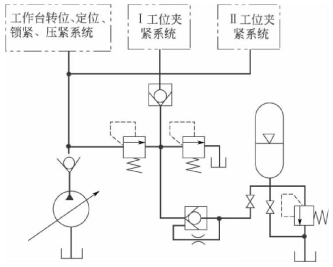
上的连杆正在拉削时,第Ⅱ组夹具上进行拆卸加工完毕的连杆和装夹待加工连杆的操作。由于各液压回路未隔开,某一回路进油时会引起其他回路的压力下降,造成夹紧的变动,导致一组连杆在夹紧之后和拉削过程夹紧力的多次变化,形成零件的安装误差和尺寸精度下降,
⑵夹紧缸建压升压时间太慢 由于液压系统选用的泵及蓄能器容量过小,造成工作台转位、定位及锁紧与压紧后,夹紧缸内的压力还未达到要求的压力值,而是拉削5-7s后夹紧力才足够,这必然影响零件的定位精度。
⒉改进措施
⑴ 夹紧系统采用独立泵源供油 新设液压泵源,供两套夹紧系统,使夹紧系统与转台系统的压力互不干扰,改进后的液压系统如图所示。
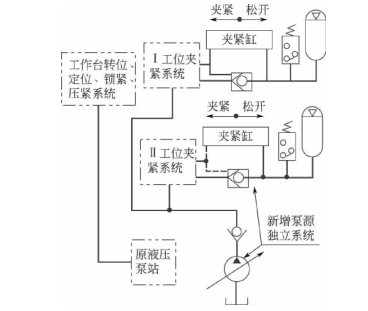
⑵夹紧系统设自锁保压措施 从图可知,Ⅰ、Ⅱ两组夹具分别设有液控单向阀和蓄能器自锁保压,避免了两夹紧缸压力的相互干扰;同时,这两种方式还可使夹紧缸在油源故障时仍可保持夹紧压力,由此避免了零件松脱和拉刀损坏。
⑶增设压力继电器 两夹紧缸各设一个压力继电器,由此保证了夹紧压力达到后才开始拉削。经改进,机床的加工精度显著提高,拉削的连杆配合面配对偏差有0.50mm降低到0.10mm以内。
在此主要采取隔离措施防止回路之间压力干扰,采取定压顺序动作措施保证夹紧缸夹紧后才拉削,由此消除夹紧力误差引起的零件加工误差。